
Jenis Utama Mesin Laras Logam CNC untuk Pembuatan Komponen Presisi Laras Jenis Swiss: Presisi Ultra-Tinggi untuk Komponen Kecil dan Kompleks Laras CNC jenis Swiss memberikan ketepatan pada tahap mikron—secara rutin mengekalkan toleransi di bawah 0.001 mm—menjadikannya tidak dapat digantikan...
LIHAT LAGI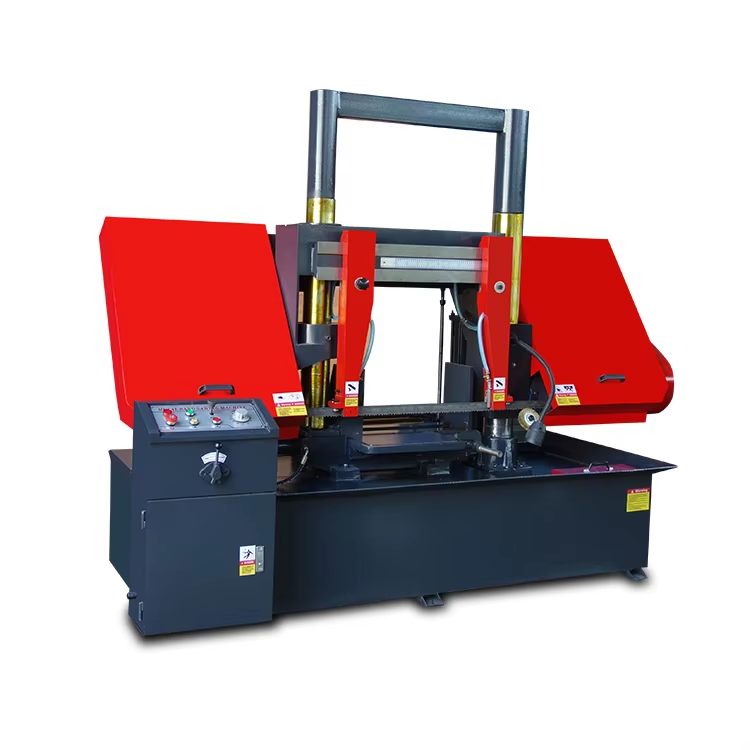
Ketepatan Tiada Tandingan untuk Pemotongan Logam dengan Toleransi Ketat Bagaimana Geometri Mata Pisau, Kawalan Ketegangan, dan Kadar Suapan CNC Memberikan Ketepatan Sub-Milimeter pada Keluli dan Aluminium Mencapai ketepatan dimensi di bawah 0.1 mm dalam pemotongan pita logam memerlukan integrasi ketat...
LIHAT LAGI
Spesifikasi Teknikal Utama untuk Prestasi Pusat Pemesinan CNC yang Konsisten Konfigurasi Paksi, Kelajuan Spindel, dan Keserasian Orientasi Merentasi Garis Pengeluaran Konfigurasi berpaksi banyak (5-paksi atau lebih) mengurangkan penempatan semula benda kerja, menghadkan...
LIHAT LAGI
Kekakuan Struktur yang Unggul dan Kawalan Getaran Bagaimana Reka Bentuk Katil Condong Meningkatkan Kekukuhan Rangka dan Meredam Getaran Pemotongan Kelebihan struktur lathe CNC katil condong bermula dengan konfigurasi katilnya yang condong—biasanya pada sudut 30° hingga 45°—yang membolehkan...
LIHAT LAGI
Padankan Keperluan Bahan dengan Kemampuan Mesin Pengisar CNC Menegak Kuasa Spindel, Tork, dan Kekukuhan untuk Keluli, Aluminium, dan Titanium Sifat bahan secara langsung menentukan keperluan spindel. Keluli memerlukan tork tinggi (40+ Nm) dan kekukuhan struktur...
LIHAT LAGI
Pemeriksaan Artikel Pertama (FAI) untuk Mengesahkan Kesiapan Pengeluaran Pemeriksaan Artikel Pertama, atau FAI secara ringkas, berfungsi sebagai titik semakan penting tepat sebelum memulakan pengeluaran penuh pada mesin pelarik pusingan CNC tersebut. Apa yang berlaku semasa pemeriksaan ini...
LIHAT LAGI
Pengilangan Peranti Perubatan: Komponen Mikro Berisiko Tinggi dalam Kelompok Pengeluaran Tinggi Mengapa skru tulang, implan pergigian, dan pin berlubang di bawah 6 mm bergantung kepada mesin pelarik CNC jenis Swiss Apabila melibatkan peranti perubatan berskala kecil seperti skru tulang, implan pergigian, dan...
LIHAT LAGI
Memahami Cabaran Kekerasan Aloi dan Kemudahan Pemesinan bagi Mesin Gergaji Jalur Logam Mengapa Superalois Seperti Inconel Tahan terhadap Kaedah Pemotongan Gergaji Jalur Konvensional Pengendalian superalois seperti Inconel menimbulkan masalah sebenar kepada operator gergaji jalur logam. Bahan-bahan ini...
LIHAT LAGI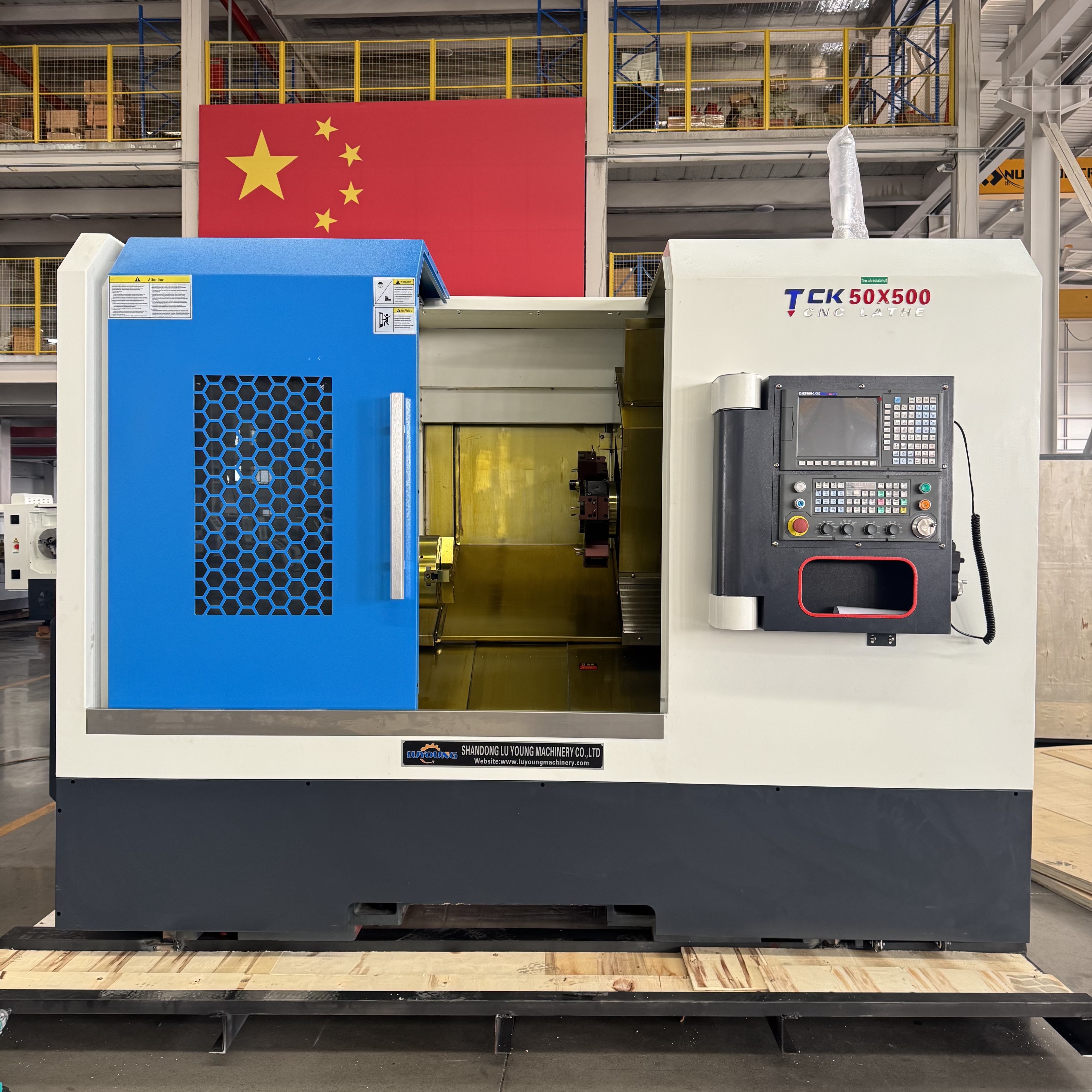
Pengaliran Sisa Pemotongan yang Unggul dan Kestabilan Hasil Permukaan Akibat Bantuan Graviti — Aliran Sisa Pemotongan dengan Bantuan Graviti dari Geometri Katil Condong 30°–45°. Katil condong berkecondongan antara 30 hingga 45 darjah berfungsi bersama graviti untuk menolak sisa logam jauh dari kawasan pemotongan dan ...
LIHAT LAGI
Memahami Faktor-Faktor yang Mempengaruhi Keluaran dalam Pemilihan Mesin Pelaras CNC untuk Pengeluaran Berkelompok Tinggi — Mengapa Mesin Pelaras CNC Piawai Menghadapi Cabaran dalam Skala Besar. Mesin pelaras CNC piawai menghadapi had serius apabila cuba mengekalkan kelajuan dalam pengeluaran berskala besar kerana ia hanya ...
LIHAT LAGI
Asas Kejuruteraan Ketepatan Mesin Lathe Pengulir Paip CNC Binaan katil kaku dan sistem penyerap getaran untuk kestabilan dimensi Tapak besi tuang yang berat terletak di jantung mesin ini, memberikan sokongan yang sangat kukuh untuk pembuatan...
LIHAT LAGI
Sijil ISO 9001:2015: Standard Pengurusan Kualiti Asas untuk Pengilang Mesin Lathe Logam CNC — Bagaimana ISO 9001:2015 Mengawal Konsistensi Proses, Dokumentasi, dan Peningkatan Berterusan dalam Pengeluaran Mesin Lathe Logam CNC — ISO 9001:2015 menetapkan...
LIHAT LAGIShandong Lu Young Machinery Co., Ltd. mempersembahkan mesin CNC lathes presisi tinggi, mesin milling, dan mesin CNC lathes jenis Swiss. Dengan sijil ISO 9001 dan CE, kami menawarkan penyelesaian mesinan yang boleh dipercayai untuk aplikasi automotif, penerbangan, dan perindustrian. Mengeksport ke lebih 180 negara.

